
")
NOMENCLATURE OF INJECTION MOLD
The mold system consist of T bars, stationery and moving patterns, as well as molding plates (bases) that house the cavity, sprue and runner systems, ejector pin, and cooling channel. The mould is essentially a heat exchanger in which the molten thermoplastic solidifies to the desired shape and dimension ally defined by the cavity. A mold system is an assembly of platens and molding plates typically made of tool steel. The mold system saves the plastic inside the mold cavity and ejects the molded parts. The stationary platen is attached to the barrel of the machine and is connected to the moving platen by the t bars. The cavity plate is generally mounted on the stationery platen and house the injection nozzle. The core plate move with the moving platen guided by the t bars. Occasionally, the cavity plate is mounted to the moving platen and the core plate a hydraulic knock out system is mounted to the stationary platen.
Two Plate Mould:
The vast majority of mould consists essentially of two halves, as shown below. This kind of mould is used for part that are typically gated on a around their edge, with the runner in the same mold plate as the cavity.
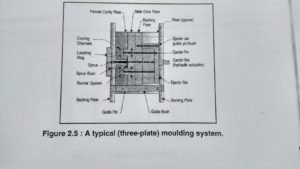
Three Plate Mold:
The three plate mold is typically used for parts that are gated away from their edge. The runner is in to plate, separate from the cavity and core, as shown in figure below

Cooling Channel:
Cooling channels are passage away located within the body of a mould, through which a cooling medium circulates. Their function is the regulation of temperature on the mold surface. Cooling channels can also be combined with other temperature control devices, like bafflers, bubblers, and thermal pins or heat pipe.
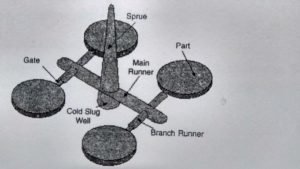
Moulded System:
A typically molded system consisted of the delivery system and the molded part, as shown in figure 4.
Cold Runners:
After molding, the cold runner delivery system is trimmed of and recycled. Therefore, the delivery system is normally design to consume minimum material, while maintaining the function of delivering molten plastic to the cavity in a desirable pattern.
Hot Runners:
The hot runner molding process keeps the runners hot in order to maintain the plastic in molten state at all time. Since the hot runner system not removed from the mold with the molded part, it saves material and eliminates the secondary trimming process.
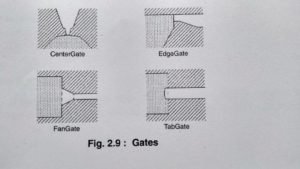
Gates:
Gating can be done a number of ways
Ejection systems:
Injection systems will push the part out of the mold when it is opened.
- Knock out pin
- Blades
- Stripper rings
- Air
- Hard stripping


