

MATERIAL SELECTION FOR THE INJECTION MOLDING
Material selection depends to a large extent on the functional constraints of the part. Both amorphous and crystalline thermoplastic resins are used in injection molding. Short glass fibers are commonly used as reinforcement.
Material : Semi crystalline, Amorphous, filled
Thermoplastic compounds commonly used in injection molding include
- Acrylonitrile Butadine styrene (ABS)
- Acetal
- Acrylic
- Poly carbonate (PC)
- Polyester
- Polyethylene
- Fluro plastic
- Polyamide
- Nylon
- Polyphenylene oxide
- Polypropylene (PP)
- Polystyrene (PS)
- Polysulfone
- Polyvinyl chloride (PVC)
The physical properties of the material (density, thermal conductivity, melting temperature etc). must be considered in light of the required mechanical properties of the finished part (strength, stiffness, hardness etc)
Various Additives may be added to injection molding compounds to accomplish various purposes.
This table summarizes some of them.
Additives |
Functions |
Examples |
| Filler | Increase bulk density | Caco3, talc, limestone |
| Plasticiser | Improve process ability, reduce product brittleness | Phthalate, esters, phosphate esters |
| Antioxident | Preventive polymer oxidation | Phenols, aromatic amines |
| Colorant | Provide desired part application color | Oil solubledyes, organic pigments |
| Flame retardant | Reduce polymer flammability | Antimony trioxide |
| Stabilizers | Polymer against heat or UV light | Carbon black, hydroxybenzophenone |
| Reinforcement | Improve strength | E glass, S glass, carbon, Kavlar fibers |
Processing temperature is an issue in material selection for injection molding.
Polymer physical properties dictate temperature processing window (Tg< Tproc<Tdeg) the operating temperature must lie in the range between the glass transition temperature in the degradation temperature of the polymer. Example Nylon6,6 has it’s glass transition at 240 – 260 deg c but it suggested processing temperature range is 270 – 305 deg c. degradation occurs at temperature above 350-400 deg c. the maximum used temperature of nylon 6.6 part is about 150 deg c.
Example: Material selection guidelines for radiator and cap.
Material selection guideline:
| Fatigue Strength | Semi crystalline, e.g. nylon 66 is superior |
| Impact Strength | Polycarbonate is good but it is as poor fatigue strength |
| High Temperature | Phenolics has good high temperature performance, but the have poor impact strength |
| Solvent Resistance | Phenolics, PPS, Nylon |
| Cost | Phenolics < Nylon<PPS |
Semi crystalline polymers like are nylon are superior to amorphous polymers in fatigue strength. Some amorphous polymers like polycarbonate have good impact strength. But polycarbonate has very poor fatigue strength and it is notch sensitive. For high temperature environments, phenolics offer a good option: How where the impact strength of the phenolics is very low. For solvent involvements, phenolics, polyphenolyene sulfide and nylon are good choices. Finally from cost of view, phenolics are cheaper than nylon and nylon is cheaper then polyphenolyene sulfide. Nylon chosen as the material for the radiator and cap.
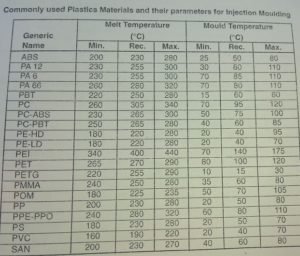
Resin data table:
Commonly used plastic materials and their parameters for injection molding.
Acrylonitrile Butadine Styrene (ABS):
Typical Application:
- Automotive (instrument and interior trim panels, gloves, compartment doors, wheel covers, mirror housing etc)
- Refrigerators, small appliance and housing power tools applications (hair dryers, blenders, food processor, law mowers etc)
- Telephone housing, type writer housing, type writer keys
- Recreational vehicles such as golf carts and jet skis.
Injection molding processing conditions:
| Drying | ABS resins are hygroscopic and drying is required prior to processing. Suggested drying conditions are 80-90 deg c for a minimum of 2 hours. Rein moisture contains should be > 0.1% |
| Melt temperature | 210-280 deg c |
| Mold temperature | 25-70 deg c (mold temperatures control the gloss properties ; lower mold temperature produce lower gloss level) |
| Injection Pressure | 500-1000 bar (7250-14500 psi) |
| Injection speed | Moderate-high |
PA 12 (Polyamide 12 or Nylon 12):
Typical Application
- Gear wheels for water matters and business machine
- Cable ties
- Cams
- Slides
- Bearings
Injection molding processing condition:
| Drying | The moisture content must be below 0.1% prior to processing. If the material is exposed to air, drying in a hot air oven at 85 deg c for four days 5 hours is recommended (3 days 04 hours in desiccant drier). If the container is opened it may be used directly for molding after 3 hours of equilibration to shop floor temperature. |
| Melt Temperature | 240-300 deg c, not to exceed 310 deg c for standard grades and 270 deg c for flame retardant grades |
| Mold temperature | 30-40 deg c on reinforced grades, for thin walled or large surface area components, 80-90 deg c may be used, 90-100 deg c for reinforced grades. Increasing the mold temperature increase the crystalinity level. It is very important to precisely control the mold temperature. |
| Injection Pressure | Up to 1000 bar (14500 psi), law hold pressure and high melt temperature recommended |
| Injection speed | High (high speed give better finish on glass filled grade) |
Runners & Gates:
Runner diameter for unfilled grade may be as small as 3-5mm because of the materials low viscosity. Reinforced grade required large diameters (5-8mm). The runner shape should be the full round type. Sprues should be as short as possible.
A variety of gates may be used. Small gates for large part should be not be used, in order to avoid highly stressed components or excessive shrinkage. The thickness of the gate should preferably be equal to the part thickness. When using submarine gate, the minimum recommended diameter is 0.8mm.
Hot runner mold may be used effectively but precise temperature control is necessary to prevent material drooling or freezing of at the nozzle. When hot runner are used, the size of the gate may be smaller than in the case of cold runners.
PA 6 (Polyamide 6, Nylon 6 or polycaprolactam)
Application: Used in many structural application because of it’s good mechanical strength and rigidity. It is used in bearing because of it’s good wear resistance.
Injection molding processing condition:
| Drying | Since PA 6 absorbs moisture readily, care should be taken to injury its dryness prior to molding. If the material is supplied in water tight packaging, the containers should be kept closed. If the moisture contained is greater than 0.2%, drying in a hot air oven at 80 deg c for 16 hrs is recommended. If the material has been exposed to air for more than 8 hours, vacuum drying at 105 deg c for more than 8 hours is recommended. |
| Melt Temperature | 230-280 deg c: 250-280 deg c for reinforce temperature |
| Mold Temperature | 80-90 deg c. mold temperature significantly influences the crystalinity level which in turn effects the mechanical properties. For structural part, a high degree of crystallization is required and mold temperature of 80-90 deg c are recommended. High mold temperatures are also recommended for thin wall part with long flow lengths. Increasing the mold temperature increases the strength and hardness, but the toughness is decreased. When the wall thickness is greater than 3 mm, a cold mold is recommended (20-40 deg c), which leads to a higher end more uniform degree of cytalinity. Glass reinforced resins are allow process at mold temperature greater than 80 deg c. |
| Injection pressure | Generally between, 750-1250 bar (11000-18000 psi) (depends on material and product design) |
| Injection speed | Slightly lower for reinforced grade. |
Runner & Gate:
The gate location is important because of very first freeze of time. Any type of gate may be used the aperture should not be less than 0.5 t (where t is the thickness of the part). When hot runner are used, the size of the gate can be smaller than when cold runners are used, because premature is prevented. When use in shop marine gate the minimum diameter os the gate should be 0.75 ml.



Very good
thanks for visiting the site and appreciation.
so nice
thank you for visiting this site