

FIBER PRODUCTION & APPLICATION:
Fiber:
Unlike glass fibers used for insulation, for the final structure to be strong, the fiber’s surfaces must be almost entirely free of defects, as this permits the fibers to reach GPa (gigapascal) tensile strength. If a bulk piece of glass were defect-free, it would be equally as strong as glass fibers; however, it is generally impractical to produce and maintain bulk material in a defect-free state outside of laboratory conditions.
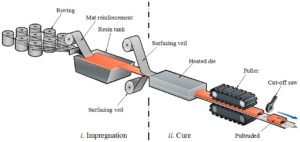
(Pultrusion Process)
Production:
The process of manufacturing fiberglass is called pultrusion. The manufacturing process for glass fibers suitable for reinforcement uses large furnaces to gradually melt the silica sand, limestone, kaolin clay, fluorspar, colemanite, dolomite and other minerals to liquid form. It is then extruded through bushings, which are bundles of very small orifices (typically 5–25 micrometres in diameter for E-Glass, 9 micrometres for S-Glass).
These filaments are then sized (coated) with a chemical solution. The individual filaments are now bundled in large numbers to provide a roving. The diameter of the filaments, and the number of filaments in the roving, determine its weight, typically expressed in one of two measurement systems:
- yield, or yards per pound (the number of yards of fiber in one pound of material; thus a smaller number means a heavier roving). Examples of standard yields are 225yield, 450yield, 675yield.
- tex, or grams per km (how many grams 1 km of roving weighs, inverted from yield; thus a smaller number means a lighter roving). Examples of standard tex are 750tex, 1100tex, 2200tex.
These rovings are then either used directly in a composite application such as pultrusion, filament winding (pipe), gun roving (where an automated gun chops the glass into short lengths and drops it into a jet of resin, projected onto the surface of a mold), or in an intermediary step, to manufacture fabrics such as chopped strand mat (CSM) (made of randomly oriented small cut lengths of fiber all bonded together), woven fabrics, knit fabrics or uni-directional fabrics.
(glass reinfocement plastic)
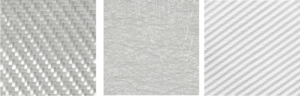
Chopped strand mat

Chopped strand mat or CSM is a form of reinforcement used in fiberglass. It consists of glass fibers laid randomly across each other and held together by a binder.
It is typically processed using the hand lay-up technique, where sheets of material are placed in a mold and brushed with resin. Because the binder dissolves in resin, the material easily conforms to different shapes when wetted out. After the resin cures, the hardened product can be taken from the mold and finished.
Using chopped strand mat gives a fiberglass with isotropic in-plane material properties.
Properties:
An individual structural glass fiber is both stiff and strong in tension and compression—that is, along its axis. Although it might be assumed that the fiber is weak in compression, it is actually only the long aspect ratio of the fiber which makes it seem so; i.e., because a typical fiber is long and narrow, it buckles easily. On the other hand, the glass fiber is weak in shear—that is, across its axis. Therefore, if a collection of fibers can be arranged permanently in a preferred direction within a material, and if they can be prevented from buckling in compression, the material will be preferentially strong in that direction.
Furthermore, by laying multiple layers of fiber on top of one another, with each layer oriented in various preferred directions, the material’s overall stiffness and strength can be efficiently controlled. In fiberglass, it is the plastic matrix which permanently constrains the structural glass fibers to directions chosen by the designer. With chopped strand mat, this directionality is essentially an entire two dimensional plane; with woven fabrics or unidirectional layers, directionality of stiffness and strength can be more precisely controlled within the plane.
A fiberglass component is typically of a thin “shell” construction, sometimes filled on the inside with structural foam, as in the case of surfboards. The component may be of nearly arbitrary shape, limited only by the complexity and tolerances of the mold used for manufacturing the shell.
The mechanical functionality of materials is heavily relied on the combined performances of both the resin (AKA matrix) and fibers. For example, in severe temperature condition (over 180 °C) resin component of the composite may lose its functionality partially because of bond deterioration of resin and fiber However, GFRPs can show still significant residual strength after experiencing high temperature (200 °C).


